学堂

李伟振1-3,姜洋1-3,饶曙4,阴秀丽1-3,王明峰4,蒋恩臣4
(1.中国科学院广州能源研究所,广州510640;2.中国科学院可再生能源重点实验室,广州510640;3.广东省新能源和可再生能源研究开发与应用重点实验室,广州510640;4.华南农业大学材料与能源学院,广州510642)
摘要:为解决桉木屑成型困难、能耗高、燃料强度低等问题,采用其与玉米秸杆混配成型的技术手段,设计五因素的响应面中心组合实验方法,在WD-100KE型电子压力机上进行单颗粒压缩实验,研究玉米秸杆配比(0~40%)、水分(4%~20%)、温度(40~160℃)、压力(4000-8000N)、粒径(1.00~5.00mm)对比能耗、松弛密度、Meyer强度的影响。选定比能耗为二因素交互关系模型(2FI)、松弛密度和Meyer强度为二次优化模型(quadratic),得到响应面方程,对优化的成型参数验证实验表明,实验值与预测值误差在10%内,可为实际生产提供理论依据。
0引言
我国生物质颗粒燃料发展迅速,在发达省份已初具规模。市场规模的扩大带来需求的提高,导致以木屑为主要原料的生产受到限制,各生产企业开始寻求其他原料(农作物秸杆、树皮、果壳等)用于颗粒燃料的生产。相比于木屑,其他原料单独成型时一般存在粒子间结合性能不佳、压缩困难等问题。生物质混配成型能根据不同生物质的理化差异特性,按一定方案调配,实现木质素、抽提物等组分互补,以提高粒子间机械互锁性能,达到改善成型效果的目的[1],这是成型技术主要发展方向之一。已有研究结果证实采用混配成型技术能较好地解决一些原料在成型过程中所存在的问题,如刘志佳等[2]发现竹屑与稻杆混配成型能改善单独原料不能满足标准的状况;涂德浴等[3]发现稻杆和木屑混配成型颗粒的综合性能优于稻杆单独成型;孔令军等[4]研究证实,废弃包装纸纤维与锯末混合成型可形成“固体桥”结构,改善成型效果。
广东省每年产出150多万t桉木屑,将其用于颗粒燃料生产能部分缓解原料受限问题,但桉木屑纤维粗、韧性差、单独成型困难[5],而玉米秸秆纤维长且柔软,与桉木屑混配成型有助于改善成型效果[6]。因此,本文主要进行两者混配成型特性的研究,以期为工业生产提供一定理论支撑。
1材料与方法
1.1实验材料
桉木屑取自广东清远地区某板材加工厂,为典型人工速生林(尾叶桉)加工剩余物,玉米秸杆取自广东佛山地区。原料经自然风干、粉碎和筛分后,取不同粒径的原料置于105℃烘箱干燥至恒重后,按质量比加人一定质量的去离子水,混合均匀后获得不同水分的样品,密封后放置阴凉干燥处,防止吸收空气中水分。
1.2实验方法
1.2.1实验设计
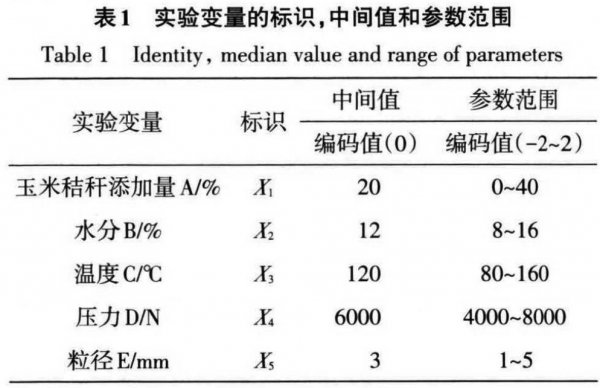
利用Design Expert 8软件进行响应面设计和分析,采用五因素五水平的中心组合实验设计(CCD)方法,实验变量的标识,参数范围和中间值见表1。
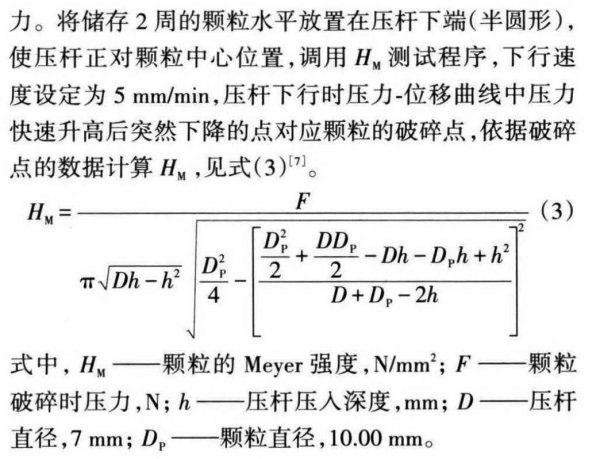
1.2.2压缩成型
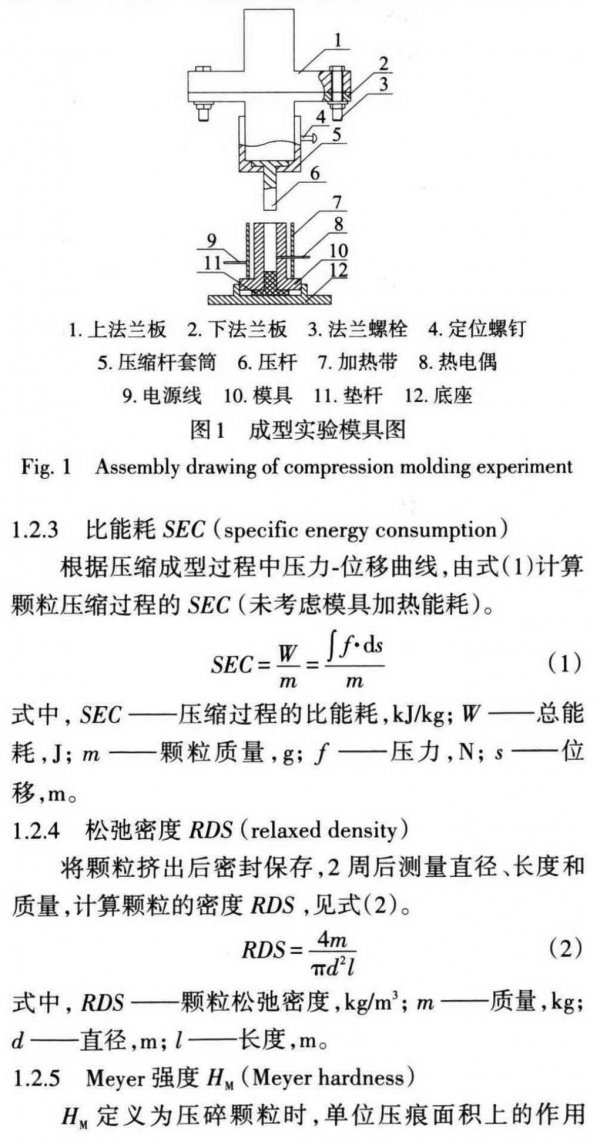
压缩实验在WD-100KE型电子压力机上进行,实验模具见图1。压杆直径10.00mm,模具内径10.20mm。实验过程中,采用加热带、热电偶和温控仪进行加热和温度控制,待温度达到设定值并保持稳定后,向模具中加人一定质量原料,然后调用压缩程序(设定压缩速度、目标压力值、保压时间)对原料压缩成型,完毕后将颗粒挤出,每个实验条件重复3次,结果取其平均值。成型过程的压力-位移曲线由电脑自动记录。
2结果与分析
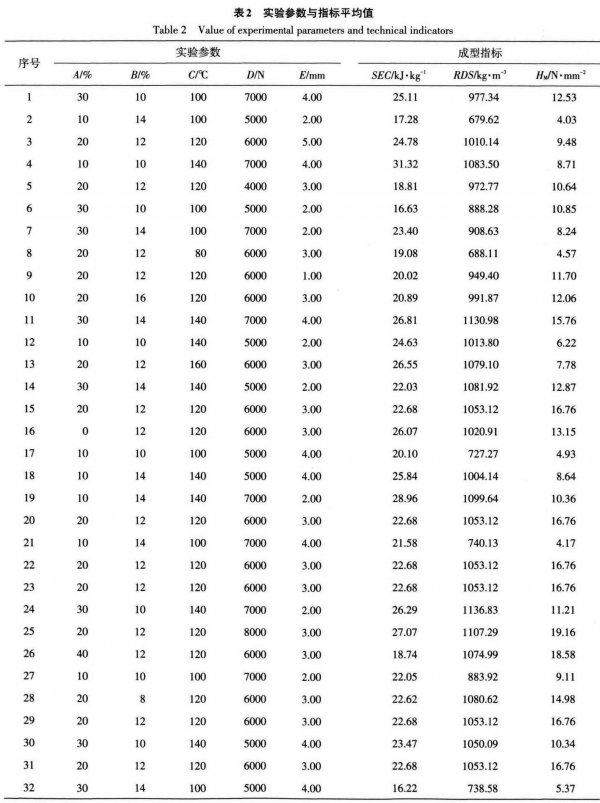
2.1实验结果
实验结果如表2所示。在实验参数范围内,SEC变化范围为16.22~31.32kJ/kg;变化范围为679.62~1136.83kg/m3;HM变化范围为4.03~19.16N/mm2。
2.2模型与方差分析
对实验数据先进行回归分析,选定最优模型,再剔除模型中不显著项,得到最终模型。对方差分析结果的评价规则为:调整R2及预测R2值均接近1,两者的差值小于0.20,充足性精度大于4.00。所选定的模型和回归方差分析结果见表3,可看出模型满足评价规则,拟合较好[8]。
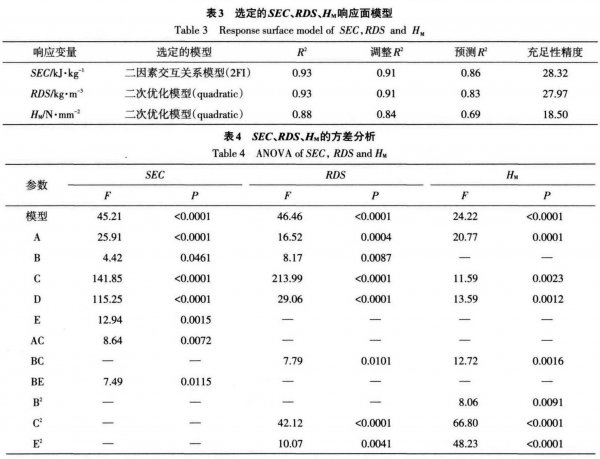
表4所示为回归后各指标的方差分析结果。可看出,各指标模型P值均小于0.05,模型是显著的,回归方程(剔除不显著项)以编码值作为自变量的公式见式(4)~式(6)。

2.3交互作用分析
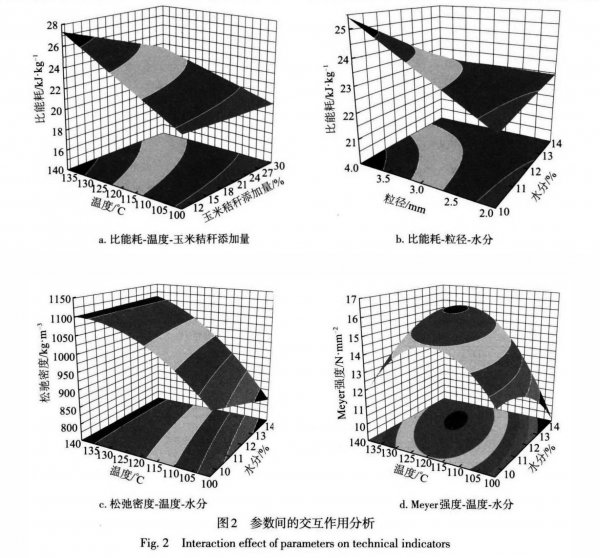
由式(4)可知,AC、BE是SEC的显著性影响项,其对SEC的影响见图2a和图2b(其他参数取中间值)。从图2a可看出,添加量的增加和温度的升髙可保持SEC不变:温度不变,添加量增加,SEC减小,这可能是因为玉米秸秆纤维比较柔软,压缩性能得到改善;添加量不变,温度升高,SEC增加,这是因为温度的升高,压缩时投人的能量增加。从图2b可看出,水分和粒径的增加能保持不变:水分不变,粒径增加增大,粒径增加,粒子间缝隙大,接触面积小,弹性变形大[9],SEC增加;粒径不变,水分增加SEC减小,是因为适量的水分能起到黏结剂和润滑剂的作用,一定量的水分可在粒子间形成薄膜,增大粒子间接触面积和相互作用力(范德华力),薄膜还可减小原料和模具间及原料粒子间的摩擦力,从而降低SEC。由式(5)可知,BC是RDS的显著性影响项,其对的影响见图2c(其他参数取中间值)。水分的增加和温度的升高能保持不变:水分不变,温度升高,增加,主要是温度的升高能使木质素的黏结性增强,同时还能使纤维素和半纤维素变的柔软;温度不变,水分增加,RDS减小,是因为部分水分不能被粒子吸收而附着在表面上,使子不易压紧。由式(6)可知,BC是的显著性影响项,其对HM的影响见图2d(其他参数取中间值)。水分不变,温度升高,HM先增大后减小;温度不变,水分增加,HM也先增大后减小,说明温度和水分过高及过低都会降低HM,这是因为一定范围内升髙温度在增强木质素黏结性的同时也蒸发多余的水分,使水分保持在合适的范围[10]。
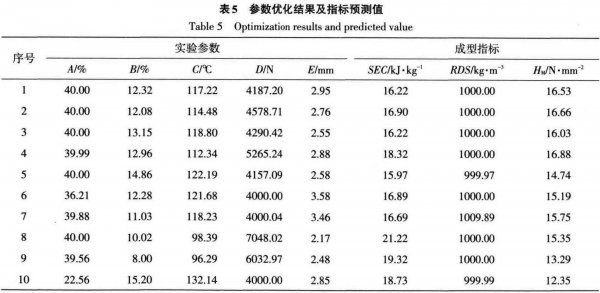
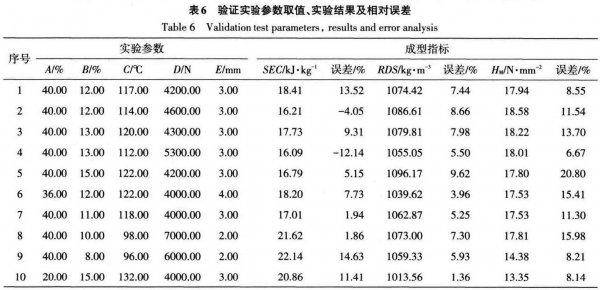
2.4参数优化及验证实验
依据我国成型燃料标准NY/T1878—2010中的规定:颗粒状燃料密度≥1000kg/m3,设定指标优化条件为:DRS≥1000kg/m3,SEC最小,HM最大,优化结果及指标预测值见表5。
2.5模型修正
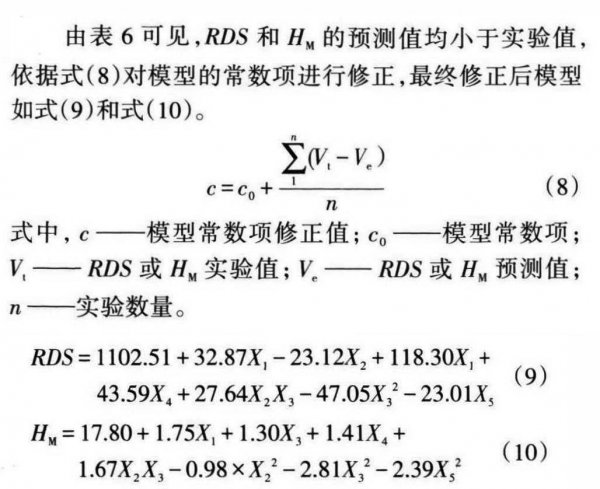
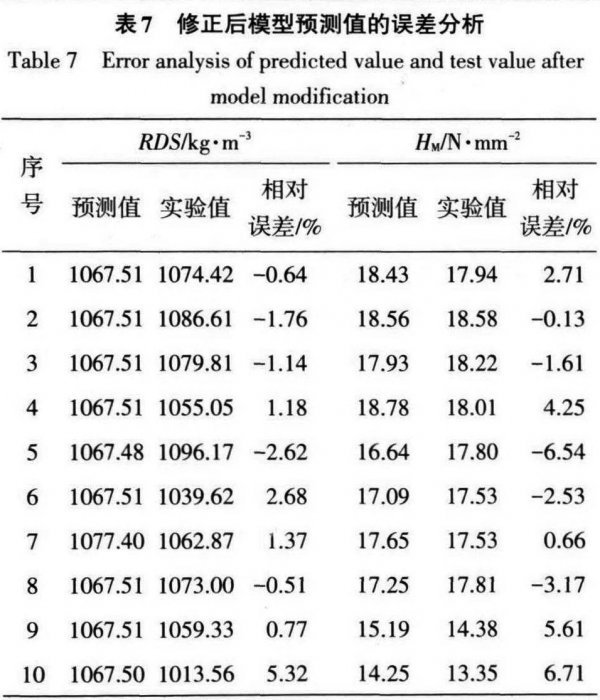
修正后模型的预测值与实验值误差分析见表7,可见,DRS和HM的预测精度显著提高。3个指标的相对误差大多在10%以内,属工程实践可接受的范围,可为桉木屑与玉米拮杆实际生产提供理论依据。
3结论
采用响应面的中心组合实验设计方法,进行桉木屑与玉米秸秆的混配成型实验,研究玉米秸杆配比、水分、温度、压力、粒径5因素对颗粒SEC、RDS、HM的影响。
1)在选取的实验参数范围内,SEC变化范围为16.22〜31.32kJ/kg;RDS变围为679.62〜1136.83kg/m3;HM变化范围为4.03〜19.16N/mm2。
2)通过对实验数据的回归分析,选定SEC的模型为二因素交互关系模型(2FI)、KDS和HM为二次优化模型(quadratic),指标的调整圮分别为0.91、0.91、0.84,与预测R2的差距均小于0.20,各模型的P值均小于0.0001,模型拟合度较好。
3)依据响应面方程分析参数对指标的交互作用,发现玉米秸杆添加量和温度、水分和粒径对SEC起显著交互作用;水分和温度分别对KDS、WM起显著交互作用。
4)通过对成型指标的设定,优化成型参数,并进行验证实验,依据实验值与预测值相对误差的分析,修正了RDS、HM方程的常数项,提高模型精度,得到最终的响应面方程,成型指标相对误差大多在10%以内,在工程实践可接受的范围,可为桉木屑与玉米秸杆实际生产提供理论依据。
(2)本网凡注明"来源:xxx(非颗粒在线)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,且不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网下载使用,必须保留本网注明的"稿件来源",并自负版权等法律责任。
(3)如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
 1557
1557